缩小铂金戒指尺寸
增大铂金戒指尺寸
其他主题
Sizing up a platinum ruthenium ring using a laser welder
Sizing down a platinum cobalt ring using a laser welder
Techniques for refinishing worn platinum jewelry
Evaluate a prefinished, polished, and buffed platinum ring
Assembly of a PtCo Pear-Shape to a 14K Yellow Gold Mounting
Install a PtRu Peg Setting into a 14K Yellow Gold Mounting
Learn the characteristics of common platinum alloys
Working with Platinum: Tools and How To Avoid Contamination
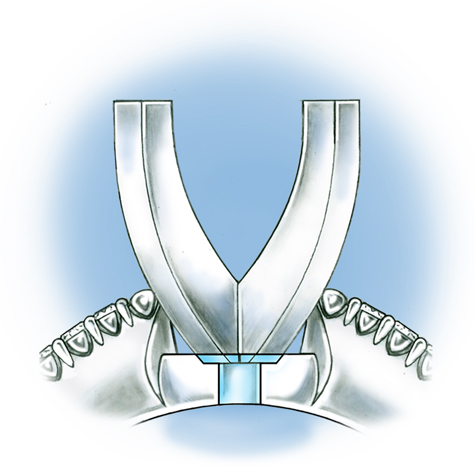
要保证钉镶装置与戒指的良好接触,从轻轻将钉子钻入镶座开始
装置上的钉子被装入戒指镶座的小孔中
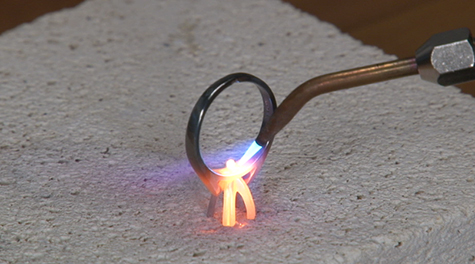
使用了简易铅垂铂金焊药来连接钉镶装置和戒指镶座。 在镶嵌侧钻前完成装置的焊接。
在安装前从钉镶装置去除所有工具痕迹
钉镶装置底部和戒指镶座之间的焊药流动均匀
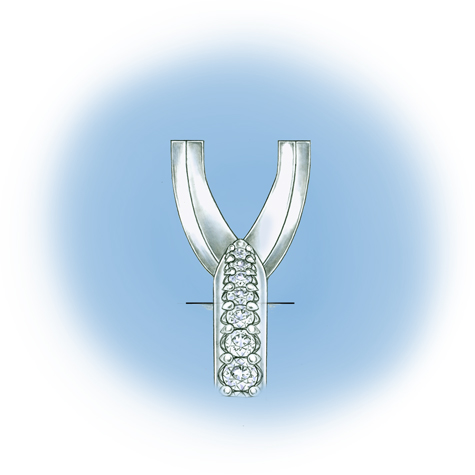
钉镶装置水平且笔直。 如侧视图和端视图所示,镶爪与戒指对齐。
穿过指孔观看,钉子和镶座之间的焊点未显示有坑或多余的焊药
将装置埋入戒指镶座中可以制造更大的表面接触。 将各部件紧密贴合形成一个结构牢固的连接。
焊药必须均匀地从戒指内部流动,流过钉子上方并围绕装置底部。 若焊接的钉镶装置组件出现松动,就会导致在正常佩戴过程中装置和钻石遗失。
采用激光焊接方法不能将装置牢牢固定在戒指镶座中,不利于长期佩戴
由于激光只能瞄准可见的焊点且穿透力极小,所以不保证组件之间一直保持粘合力。 很多时候,激光焊接的钉镶装置组件会出现松动,导致在正常佩戴过程中装置和钻石遗失。
安装和拆卸铂钴钉镶装置
在这个例子中,从容器中取出简易铂金铅垂焊药,并放置在焊药板上,便于随时使用。 焊药板上还放了水, 帮助压住焊药,当焊炬在焊点上作业时,焊药不会被吹走。
不同于用于铂金修复和制造的其他焊料,铅垂焊料含有铂金。 铂金铅垂焊料有三种主要类型 - 简易、中等和硬。 每种类型含有不同数量的铂,从而影响熔化/流动温度范围: 简易类型含有约 90% 的铂,熔化/流动温度从 1300°C 至 1400°C 中等类型含有约 92.5% 的铂,熔化/流动温度从 1400°C 至 1500°C 硬类型含有约 95% 的铂,熔化/流动温度从 1500°C 至 1600°C
铂金铅垂焊药能够实现颜色匹配,在修复性能上更胜于不含铂金的焊药
当焊药被放置在焊点上方时,铂金焊药的效果最好。 切勿将其加热成一个球来用焊药截齿传送。
将铂金铅垂焊药存放在带标签的专用容器内。 将它们暴露于空气中会造成污染。
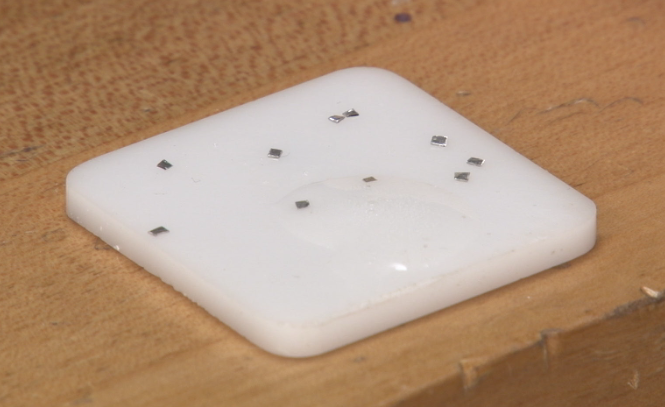
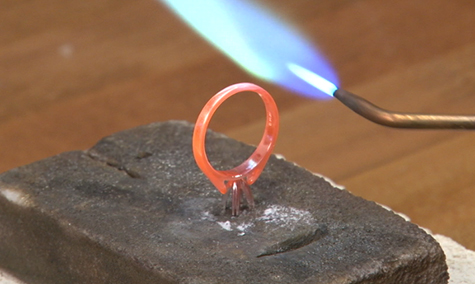
由于铂金需要高温进行焊接、退火和加工,因此需要铂金专用的焊接块
这种耐热陶瓷材料块应仅用于铂金焊接项目。 如果它与铂金以及其它金属共同使用可造成污染。
陶瓷材料是稳定的。 因此,块件发生热膨胀的几率极小。
块件的表面具有热反射性,这有助于热量在项目中充分加强
这块铂金焊块由熔融二氧化硅材料制造而成。 它能够承受加工铂金时所需的热度,且不会分解。 坚硬的表面将热量反射回正在被焊接或热煅的工件,加快这一进程。
该块件是可逆的,且可进行改良,以满足特定的需求。 该技术人员利用金刚石砂轮在块件上切开裂缝, 以便在所需的位置固定工件。
从铂钴上去除氧化物
预修饰:铂金预修饰处理的最佳做法
对经过预修饰、磨光和抛光处理的铂金戒指进行评估
通过铂金爪镶将圆形主石镶嵌于戒指